Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
Japan's Nissin Tools Launches High-Grade Die Milling Cutter
by:Gewinn
2022-05-09
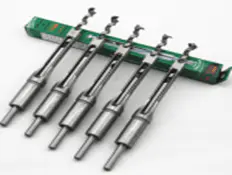
Nisshin Tool Co., Ltd. of Japan has developed CBN ball end mills and CBN arc edge end mills for machining high-grade molds. The performance characteristics and machining application examples are introduced as follows. 1. CBN material characteristics The hardness of CBN (polycrystalline cubic boron nitride) material is about 3 times that of cemented carbide material, and the tool made of it can achieve long-life machining. CBN material has high hardness and is easy to break. When using it to manufacture small-diameter end mills that can achieve long-term continuous high-precision machining, it is necessary to adopt scientific grinding technology and tool design to prevent chipping. 2. Tool characteristics (1) SSBL200CBN ball nose end mill SSBL200 long neck CBN ball nose end mill is developed to meet the precision machining needs of high hardness and deep cavity. It adopts a cutting edge shape that prevents edge chipping and reduces cutting load, enabling high-precision machining and long tool life. The R accuracy of the tool reaches ±0.005mm, and the effective length of the R0.05~R1mm specification range is 0.3~10mm, with a total of 23 specifications. (2) SSR200CBN arc edge end mill SSR200CBN arc edge end mill is used for efficient and high-precision milling of molds. In order to prevent the cutting edge from chipping, the cutting edge has been strengthened with negative chamfering passivation. During processing, the company's self-developed control program is used to process from the bottom edge to the circumferential edge at the same time, so that the bottom edge and the circumferential edge can be connected smoothly without any contact marks, and the R accuracy is guaranteed to reach ±0.005mm. The specification range of this tool is φ0 .5~φ2.0mm, the radius of the corner arc of the cutting edge is R0.05~R0.5mm, the effective length is 1.5~10mm, a total of 26 specifications. 3. Processing application examples (1) Processing example of SSBL200CBN ball end mill ①Processing of stopwatch mold Use R0.5×5L SSBL200CBN ball end mill to finish milling the cavity of stopwatch mold. The mold material is STAVAX (HRC52), and it takes about 1 hour and 30 minutes to complete the processing. After processing one mold cavity, the wear amount of the R part is about 1 μm, and the machined surface roughness is Rz 1.30 μm. According to the wear condition and surface roughness, still Finishing can be continued. ②The machining of the three-dimensional cavity vertical wall mold uses the R0.1×1L SSBL200CBN ball end mill to finish milling the three-dimensional cavity vertical wall mold. The mold material is STAVAX (HRC52), and the cutting length of one mold cavity is about It is 14m and takes about 1 hour and 25 minutes. The tool wear condition is good, and the machined surface roughness is Rz 1.85μm, and the finishing can still be continued. (2) Machining example of SSR200CBN arc edge end mill The mold cavity is precisely milled with a φ2×R0.5×6L SSR200CBN arc edge end mill, and the machining results are compared with SSB200 standard CBN ball end mill. The mold material is STAVAX (HRC52). When machining a plane, even if the theoretical surface roughness is set to the same level, a larger feed rate can be selected by using a circular-arc edge end mill than by using a ball-end end mill. The finish milling time for the arc edge end mill was 58 minutes, while the time for the ball end mill was 1 hour and 55 minutes, a difference of about 2 times. In addition, there are visible differences in the quality of the machined surface. It can be seen that selecting suitable tools in combination with processing purposes can improve processing efficiency and reduce processing costs.
Custom message
Related Products