Indonesia
Indonesia Deutsch
Deutsch
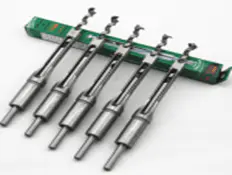
Shipment of CNC Machines
Products
Leading technology analysis of Japanese machine tools and coated tools
by:Gewinn
2022-05-08
Although the coated tools produced in Japan entered the international market relatively late, due to the continuous investment in advanced technology, they have entered a technologically leading position in the field of coated tools in the world. Tool manufacturers in Japan are working around the clock to develop new technologies and put them into the production of coated tools. This article takes the new technology developed by Mitsubishi Materials Corporation and used in products as an example to introduce the development of coating tool technology. 1. From the perspective of market demand, the technical development prospects of coated tools are from the perspective of improving product accuracy and quality and reducing environmental pollution. Japan's domestic machinery manufacturing industry has launched a vigorous innovation in production technology and processing technology at the production site. However, in the process of innovation of processing technology, some properties of coated tools do not actually fully meet the requirements of users, and the phenomenon of chip bonding that affects tool life is one of them. That said, while coated tools have made leaps in wear resistance and chipping resistance, they are not as advanced in how to overcome chip sticking to improve performance. The damage caused by this chip sticking phenomenon often occurs in the processing of difficult-to-cut materials represented by stainless steel and ductile iron. Because it is abnormal wear and unpredictable, the tool life varies greatly. Due to this unstable factor, the index of the number of machinable workpieces usually has to be set lower during processing, which affects the reduction of processing costs to a certain extent. Therefore, it is particularly important to obtain cutting inserts with improved machining performance by improving the surface smoothness of the cutting edge of the tool and preventing the bonding between the tool and the material to be cut. Although these surface smoothing technologies are all aimed at maximizing the wear resistance of the coating material itself, thereby improving the processing stability, the strategies and methods adopted by each company are different, some use mechanical methods, some It is to obtain a smooth surface cutting edge by improving the coating structure. 2. Products suitable for surface smoothing technology In the range of processing speed commonly used for CVD coated inserts, since the cutting edge has to withstand high temperatures above 500 ℃, most substrate materials are coated with A12O3 film with excellent thermal stability. The A12O3 coating belongs to crystalline ceramics. If it is applied too thickly in order to improve the wear resistance, the unevenness of the coating surface will also increase, and the surface roughness will increase. During the cutting process, the material to be cut is easily adhered to the surface of the tool, and it is difficult to effectively disperse the machining impact force during intermittent cutting, which easily leads to abnormal damage such as built-up edge and chipping. The research and development work to improve the cutting performance of the tool by using the surface smoothing technology of the coated tool is carried out, and a number of research and development results have been implemented. As the first surface smoothing technology applied to products, on the insert grade US7020 for high-speed turning of stainless steel, the surface smoothing technology of mechanical treatment was implemented after CVD coating. After the strong and tough cemented carbide base material is coated with a multi-layer hard film mainly composed of a columnar crystal TiCN film and a smooth particle A12O3 film, the coated tool shows excellent cutting performance in the cutting of stainless steel , coupled with the use of the aforementioned surface smoothing technology, which effectively inhibits the adhesion of the material to be cut to the cutting edge. For stainless steel machining, stable tool life can be guaranteed even under high-speed cutting conditions of Vu003d200m/min. In addition, surface smoothing technology is also available on the representative insert grades UE6010 and UE6020 for turning steel. The surface smoothing technology suitable for the above materials is called 'smooth coating technologyIt is a non-mechanical treatment that achieves smooth surface finish without damaging the coating. 3. The best 'full black super smooth coating' technology is used on the latest insert grades UC5105 and UC5115 for turning cast iron, using a unique combination of chemical surface smoothing technology and mechanical smoothing technology. Black Super Smooth Coating'. The application of this technology enables the smoothness of the coated surface to be maximized. In addition to the surface smoothing technology, another brand-new coating material high wear resistance technology is also suitable for the above grades. For cutting tools, ductile iron is one of the most difficult materials to cut. However, due to the application of UC5105 and UC5115 grades, the abnormal damage of the tool is greatly reduced, and the processing problem of ductile iron is solved. In addition, the application of the UC5105 grade with high hardness cemented carbide as the base material makes it possible to perform high-speed machining of cast iron, which is difficult for traditional coated tools and belongs to the field of ceramic tool cutting.
Custom message
Related Products