Indonesia
Indonesia Deutsch
Deutsch
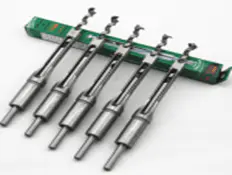
Shipment of CNC Machines
Products
Numerical control woodworking lathe knife problem analysis and solution
by:Gewinn
2020-03-31
When our CNC woodworking lathe appeared of knife, what should we do, in this case there is a reason, how to solve?
Numerical control woodworking lathe manufacturer analysis for everyone, please understanding.
1.
Put forward a configuration FANUC OiTB system and used for RE2B LC34 - type axle half fine cutting
300 CNC horizontal lathe (
Hereinafter referred to as 34 mt)
Frequent, the process of irregular blade failure, most near axle end face, a few located in the root of the axle journal, dust-proof plate the or dust board seat.
Repair it with the knife axle most not allowed and scrap, waste shaft within 1 year according to the statistics of 12 the number of root, economic loss of nearly 70000 yuan,
5, 600 yuan/root & times;
12)
。
2.
Processing path analysis according to the type RE2B axle technology analysis, and the root of the shaft neck and dust shield block the the 3 and a half times fine cutting is complete, the rest parts one and a half fine cutting finished.
Based on reducing cutting tool moving empty times and shorten the processing time under the premise of RE2B axle half fine cutting tool path is: starting close to point A & rarr;
After the cut point B to point C & rarr;
A tool to C1 point to start the first turning & rarr;
The D1, E1, F1, H1 and J1 point cut to K1 points and retreat quickly to C01 & rarr;
Feed to C2 points to start the second turning & rarr;
The D2, E2, F2, H2, J2 point cut to K2 points and retreat quickly to our fleet & rarr;
Feed to C0 point to start the third turning & rarr;
The C, D, E, F, G, H, J and K points cut to L and retreat quickly to L0 point & rarr;
Return to the starting.
3.
Four steps in place four steps in place method maintenance maintenance personnel in the understanding of machine tool is the macro structure & ndash;
—
Serialization and standardization in the process of design and manufacture of components, based on the follow & other;
Fault record in place & rarr;
Diagnostic analysis in place & rarr;
Breakdown maintenance in place & rarr;
Maintenance record in place throughout the &;
Four steps, accidental fault of a rapid processing machine tool has the characteristics of comprehensive maintenance method.
(
1)
Fault record in place.
Machine tool failure, the operator first outage protection field (
Do not cut off the power supply)
And details of the detailed record faults and promptly notify the maintenance personnel.
What mainly include: the content of the fault record what time, what operation, alarm and other conditions, etc.
(
2)
Diagnostic analysis in place.
Maintenance personnel should base on previous maintenance experience accumulation, the integrated use of modern modular machine tool maintenance methods & ndash;
—
Principle analysis, alarm, information analysis, data/state test, on-line monitoring method, isolation method, forced closure legal, program test method to the flow direction of medium and working method, analysis of fault diagnosis to quickly determine the possible causes and the location of a fault.
(
3)
Breakdown maintenance in place.
For wear or damage of surveying and mapping, replacement and precision mechanical parts, electrical components, circuit boards for simple repair or replace whole, modify machine parameters or processing procedures, etc.
Finally, each link is verified idle running machine tool and work-piece.
(
4)
Maintenance record in place: after the machine to transfer to other tasks, maintenance personnel maintenance process should be written to the device file archiving, for future reference.
4.
Waste shaft failure analysis and solution based on the four steps in place maintenance requirements, with isolation method, in turn, first eliminate the X axis precision ball screw pair drive anomalies, loose coupling of the failure possibility, then use substitution method to replace the X axis incremental encoder & alpha;
iA1000(
See figure 3)
, but irregular knife fault is still.
Hence change the X axis coder line, 34 mt run for a period of time does not appear to plunge into the knife of failure.
Thus, determine the 34 mt irregular plunge into a knife is caused by cable anti-interference performance degradation or accidental disconnection between data transmission anomalies.
After the replacement of X axis coder line to eliminate the fault, based on RE2B type axle span more than 2, 181.
8 mm and knife most near end, half-and-half O0212 fine cutting procedure is optimized, so that the firm knife waste caused by shaft damage to a minimum.
The optimized content (
See figure 4)
: tool along -
Z to cutting 0.
After 4 mm, the blade and instruction M00 waiting for operator coarse axle diameter;
If the numerical mm diameter size is less than the regulation, will be zero.
4 mm thick section turning off, heavy axle can continue to use after milling center hole.
34 mt operation a few months time, never happen & other;
Irregular plunge into a knife to the workpiece scrap & throughout;
Parts of fault, the operator is familiar with the optimization program and skilled operation.
These steps are introduced how to solve the problem of Mr Knife, if you have other questions can contact us directly.
Custom message
Related Products