Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
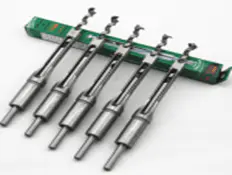
Numerical control woodworking lathe with several big advantage to become outstanding person!
by:Gewinn
2020-04-13
Machining if we found the size is not stable, pick good dao, there is error, has been in this way, we will consider you the problem of numerical control woodworking lathe itself, how to solve these problems?
The following detailed introduce you.
Mechanical causes of crawl for slide guide rail wear, screw ball bearing wear or loose.
To cleaning the wire after machine maintenance should be paid attention to, to work, and in a timely manner to add lubricant to reduce friction.
The problem of the numerical control machining size can let a person very headache, small make up for your summarizes ten kinds of common situation and the corresponding solutions.
1, workpiece size accuracy and surface finish bad the cause of the problem: 1)
The tool tip is damaged, not sharp.
2)
Machine tool to produce resonance, place is not smooth.
3)
Mechanical creep phenomenon.
4)
The processing technology is not good.
Solution (
With the comparison)
: 1)
Tool wear or damaged not sharp, knife again, or choose a better tool for again.
2)
Machine tool to produce resonance or place is not smooth, adjust the level, lay the foundation, fixed flat.
3)
Mechanical causes of crawl for slide guide rail wear, screw ball bearing wear or loose.
To cleaning the wire after machine maintenance should be paid attention to, to work, and in a timely manner to add lubricant to reduce friction.
4)
Choose to suit workpiece processing of coolant;
In other process can achieve processing requirements, try choosing higher spindle speed.
2, and the size of the workpiece produces taper head phenomena, the cause of the problem: 1)
Machine tool placed level didn't adjust good, held high, produce place not smooth.
2)
Is hard, turning the long axis, workpiece material and tool turning more deep, let the knife phenomenon.
3)
The tailstock thimble and spindle different heart.
Solution 1)
Use of adjusting the levelness of the machine tool, laying a solid foundation, increase the machine fixed its toughness.
2)
Choose reasonable technology and appropriate force knife cutting feed avoid tool.
3)
Adjust the tailstock.
3, drive phase modulation is normal, but the size is not 1) the cause of the problem
Machine tool slide speed for a long time, resulting in wire rod and bearing wear.
2)
Repositioning precision of the tool post biased in use for a long time.
3)
Drag plate processing accurately every time back to the starting point, but still machining size changes.
This kind of phenomenon is usually caused by a spindle, spindle high-speed rotation makes bearing wear of serious, led to the processing dimensional change.
Solution (
With the comparison)
1)
Use dial indicator on the bottom of the tool post, at the same time through the system to edit a fixed loop program, check the repositioning precision of the slide, adjust the screw clearance, replacement of bearings.
2)
With a dial indicator check the repositioning precision of the tool rest, adjust the mechanical or replace the rest.
3)
Dial indicator is used to inspect after machining is the starting point is to be able to program;
If can, then repair spindle, replace the bearing.
Custom message
Related Products