Indonesia
Indonesia Deutsch
Deutsch
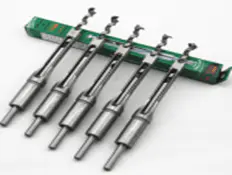
Shipment of CNC Machines
Products
Numerical control woodworking lathe workshop environment what way!
by:Gewinn
2020-03-29
Numerical control woodworking lathe processing engineering can add and subtract by main body rotation is in the rotating speed and feeding speed without affecting the processing.
To prevent the car after the wood and by cylindrical twists and turns left broken cylinder from dangerous machines.
Reduce the replacement belt groove to slow down, directly to the speed of the grinding.
Pause/power off memory function, after the power suspension, beginning from the suspend power machining and not repeat, because would be repeated processing as the center of the fixed not processed the deflection caused by the cylinder, the deflection in repeated car wood will cause bad ever cutting cylinder;
Especially in processing large column, stigma slow fust quickly.
Everyone who use harmful, stimulating and combustible qualitative process should be placed in workshop alone, or organization specialized in the plant on the location, and equipped with personal protective equipment and fire equipment.
Logs, sawn timber, waste of channel in the workshop should be set up and eliminate the cross ventilation facilities such as corridor, hall, door curtain, curtain, etc, and prevent the spread of fire facilities such as active fire doors, fire smoke damper, water curtain, etc.
In the numerical control woodworking lathe workshop in demand safely arrived at jobs at the top of the equipment, shall be installed with protective railings and stair bridge.
Workshop on the ground and bridge channels should be non-slip laying on the ground.
Commonly used on the pedestrian should not have equipment and line.
Its width is not less than 1 m.
The ground below the conveyor belt with a flat or she lattice protective plate to cover.
The surface of metal plate should be slippery.
Grid protective gap width is not more than 30 mm.
Sawdust and waste storage tank should be placed outside the factory.
CNC woodworking lathe factory the same surface according to the roughing and semi-finishing and finish machining in turn over, or all the processing surface according to rough machining before finishing separated.
On both flat and boring milling machining on the surface of the parts, can press on the plane after boring milling processing first.
Because according to step this way area division of labor, the machining precision of hole can ask progress.
Because the milling plane when the cutting force is bigger, parts is used for deformation.
After the first plane milling boring, can make its restore deformation for a period of time, and to reduce the deformation cause influence on the precision of the hole.
According to the step use knives to district division of labor.
Some machine table turning period, shorter than tool change time, can choose according to the classification step work of press tool, to reduce the changeover times, improve processing efficiency.
Custom message
Related Products