Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
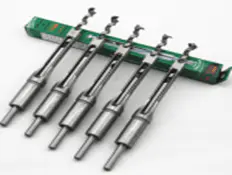
plunge milling cutter solves heavy metal removal challenge. (cutting tools).
by:Gewinn
2020-06-07
A long-
When customers come to the store with a new job, the new job presents new challenges in terms of methods and processing capabilities.
Although they think they are smallto medium-
There are 7 CNC milling machines, 4 car Hearts, 1 complete tool room, 1 welding workshop and mechanical accuracy of 1 Inspection Department (Flemington, NJ)
No different from large contract manufacturers in terms of fast delivery work and costeffectively.
Recently, however, another element has been added to the mixed whencustomer Biach Industries, a manufacturer of custom bolt tension systems and bolt installation and removal equipment, which is in
To this end, it is not only a co-delivery factor, but the work also requires the removal of heavy metals.
Unlike mold or mold manufacturers, mechanical precision is often not the industry that consumes a lot of materials, so start looking for a viable solution.
The job of finding a solution for mechanical accuracy is to create a pressure, compressed welded pipe for users in the power industry to improve welds that may be at the beginning of fatigue.
To make the case for the printing machine, the mechanical accuracy needs to be removed more than 2400 cu. -in. of material(
10x40 \"window or open), 6\"--7\" deep (Through the part).
The first option for mechanical research is the water jet solution.
However, the job is too expensive at a price of $3,500 per piece.
Mechanical also looked at how they could rough their own work pieces to quickly remove the material, and they knew that no matter what tool they chose, they would be used in an old Cincinnati cnc machine that could not handle very large cutsHigh-
Speed end milling and spiral milling cutters are considered, but it takes too long to mechanically determine them.
Then Mike Cullen, vice president of machinery, had another idea.
\"Since we basically just squeeze out a mold similar to the P20 used in the mold from 4340 heat treated steel, I think the amilling tool might work well.
But when Karen continued, \"we\'re not a mold maker and we didn\'t come up with the latest solution for an app like this . \".
We don\'t have that either.
In this project, luxury design takes hours and hours to consume materials.
So we decided to visit a guy named Allwood Precision.
Carboloy dealer, he has been very helpful in the past. \" Seco-
Marek Szymak, technical expert at Carboloy, and Bruce Yang Jin, owner of Allwood Precision, came to look at the print and suggested that Seco-
Carboloy insert milling tool r2 17. 79-0l . 50-3-16A.
Keith Ort, the mechanical precision Foreman, agrees that the cutter is the answer and the project is in progress.
Plug-in milling is an efficient method for metal removal.
This is the axial machining operation performed in a single tool sequence.
This tool does a series of overlap,drilling-like)
Steep drop to one by one of the removepart Cylindrical plugs because of the rigid Z-
The shaft moves and the tool can cover a larger cross section of the material.
The process shortens the production cycle and improves the efficiency.
Insert milling tool for rough machining (
12mm insertsize), semi-finishing (
Insert size 16mm and 13mm), and forsemi-
Organize and organize (
9mm insert size).
The size of 9mm can be used to copy and lower insert milling in the axial feed directione.
Deep Wall for mold.
Szymakselected a 1 was discussed with all wood and mechanical accuracy.
5 \"diameter insert milling (2)APKTl604PDTL-
D15 T20M plug-in.
This part has about 30 \'-
A cylinder of 40 \"in diameter weighing more than 1000.
Is made of tough, hot
Processed Materials
Machining 10\' x 40 \"opening, 6\" requires mechanical accuracy as mentioned earlier
7 \"The whole part.
Decided to tilt down the opening line at about half the depth. 3.
5 \"starting from the first side, use 0.
Stepover with Seco-300
Due to the lack of sufficient coolant pressure in CNCmachine, the carbole T20M carbide coated blade.
This operation is done by compressing the air to help evacuate the chip.
After finishing the top, the part is turned and set to finish the second side, and the second side passes along the same straight line as the first side.
It took a total of two days to rough the material.
$45 for 16 hours.
Karen added: \"$00 or $720 per hour, plus 8 inserts of about $88 to $808, vary significantly compared to the $3,500 water jet offer.
\"And, in terms of the alternative to using a traditional high-speed end mill, we saved a full three days, which could take a week.
\"Mechanical precision can be completed with only one insert milling tool and 40 blades, with a total cost of $718.
In fact, the results are so good that the mechanical precision wants to use the product again in another job this fall and get similar results. Seco-Carboloy www. rsleads. com/303mn-
When customers come to the store with a new job, the new job presents new challenges in terms of methods and processing capabilities.
Although they think they are smallto medium-
There are 7 CNC milling machines, 4 car Hearts, 1 complete tool room, 1 welding workshop and mechanical accuracy of 1 Inspection Department (Flemington, NJ)
No different from large contract manufacturers in terms of fast delivery work and costeffectively.
Recently, however, another element has been added to the mixed whencustomer Biach Industries, a manufacturer of custom bolt tension systems and bolt installation and removal equipment, which is in
To this end, it is not only a co-delivery factor, but the work also requires the removal of heavy metals.
Unlike mold or mold manufacturers, mechanical precision is often not the industry that consumes a lot of materials, so start looking for a viable solution.
The job of finding a solution for mechanical accuracy is to create a pressure, compressed welded pipe for users in the power industry to improve welds that may be at the beginning of fatigue.
To make the case for the printing machine, the mechanical accuracy needs to be removed more than 2400 cu. -in. of material(
10x40 \"window or open), 6\"--7\" deep (Through the part).
The first option for mechanical research is the water jet solution.
However, the job is too expensive at a price of $3,500 per piece.
Mechanical also looked at how they could rough their own work pieces to quickly remove the material, and they knew that no matter what tool they chose, they would be used in an old Cincinnati cnc machine that could not handle very large cutsHigh-
Speed end milling and spiral milling cutters are considered, but it takes too long to mechanically determine them.
Then Mike Cullen, vice president of machinery, had another idea.
\"Since we basically just squeeze out a mold similar to the P20 used in the mold from 4340 heat treated steel, I think the amilling tool might work well.
But when Karen continued, \"we\'re not a mold maker and we didn\'t come up with the latest solution for an app like this . \".
We don\'t have that either.
In this project, luxury design takes hours and hours to consume materials.
So we decided to visit a guy named Allwood Precision.
Carboloy dealer, he has been very helpful in the past. \" Seco-
Marek Szymak, technical expert at Carboloy, and Bruce Yang Jin, owner of Allwood Precision, came to look at the print and suggested that Seco-
Carboloy insert milling tool r2 17. 79-0l . 50-3-16A.
Keith Ort, the mechanical precision Foreman, agrees that the cutter is the answer and the project is in progress.
Plug-in milling is an efficient method for metal removal.
This is the axial machining operation performed in a single tool sequence.
This tool does a series of overlap,drilling-like)
Steep drop to one by one of the removepart Cylindrical plugs because of the rigid Z-
The shaft moves and the tool can cover a larger cross section of the material.
The process shortens the production cycle and improves the efficiency.
Insert milling tool for rough machining (
12mm insertsize), semi-finishing (
Insert size 16mm and 13mm), and forsemi-
Organize and organize (
9mm insert size).
The size of 9mm can be used to copy and lower insert milling in the axial feed directione.
Deep Wall for mold.
Szymakselected a 1 was discussed with all wood and mechanical accuracy.
5 \"diameter insert milling (2)APKTl604PDTL-
D15 T20M plug-in.
This part has about 30 \'-
A cylinder of 40 \"in diameter weighing more than 1000.
Is made of tough, hot
Processed Materials
Machining 10\' x 40 \"opening, 6\" requires mechanical accuracy as mentioned earlier
7 \"The whole part.
Decided to tilt down the opening line at about half the depth. 3.
5 \"starting from the first side, use 0.
Stepover with Seco-300
Due to the lack of sufficient coolant pressure in CNCmachine, the carbole T20M carbide coated blade.
This operation is done by compressing the air to help evacuate the chip.
After finishing the top, the part is turned and set to finish the second side, and the second side passes along the same straight line as the first side.
It took a total of two days to rough the material.
$45 for 16 hours.
Karen added: \"$00 or $720 per hour, plus 8 inserts of about $88 to $808, vary significantly compared to the $3,500 water jet offer.
\"And, in terms of the alternative to using a traditional high-speed end mill, we saved a full three days, which could take a week.
\"Mechanical precision can be completed with only one insert milling tool and 40 blades, with a total cost of $718.
In fact, the results are so good that the mechanical precision wants to use the product again in another job this fall and get similar results. Seco-Carboloy www. rsleads. com/303mn-
Custom message
Related Products