Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
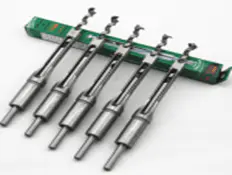
The methods of improving the precision for woodworking CNC lathe parts processing
by:Gewinn
2020-03-27
The use of woodworking CNC lathe operation process, must pay attention to the work environment and application conditions, as long as reasonable use of lathe, talent maximum exert its practical performance, progress in power, reduce the capital.
Woodworking CNC lathe the location of the selected should be far away from the source of vibration, avoid direct sunlight, and the influence of thermal radiation, prevent the influence of humidity and airflow.
Near the source, such as lathe, around the lathe should be set vibration ditch.
Otherwise will directly affect the machining precision of lathe and its stability, easy to produce electronic components poor contact, failure, affect the reliability of the machine tool.
Machining accuracy for progress, cutter for cutting point should be chosen as far as possible on parts planning benchmark or process benchmark, such as hole positioning parts, shall be as the cutting point at the center of the hole.
Due to change in the manufacturing process of blade, tool change every time the selected tool change point location should be located in the appropriate location, outside the work to prevent the change of knife tool and the workpiece, fixture and CNC punch press touching one another.
Woodworking CNC lathe has chosen way of positioning should have high positioning accuracy, no positioning interference phenomenon, is advantageous for the key device, not present location.
Try to make the parts together to a device, finished parts to be processed by the processing.
Should try to adopt universal CNC woodworking lathe fixture or modular fixture, special fixture can plan if necessary.
When choosing jigs want to consider the characteristics of numerical control punch press, ensure fixture coordinate direction as opposed to a coordinate direction of CNC punch press trapped, to coordinate with the size of the relationship between artifacts and CNC punching machine coordinate system.
Custom message
Related Products