Indonesia
Indonesia Deutsch
Deutsch
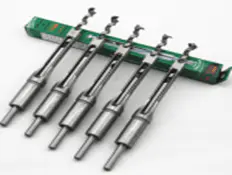
Shipment of CNC Machines
Products
The nc machining process analysis
by:Gewinn
2020-03-31
(
1)
Of cutter point and in the determination of the cutting point of the knife point is the starting point of nc machining tool relative parts movement, but also a starting point of the program.
Therefore the starting point of knife point also calls the program or the cutting point.
The knife point is selected, then determines the CNC punching machine coordinate system and coordinate position relations between parts.
The principle to choose the cutting point are as follows.
(1) to improve the machining precision of parts, cutting tools for cutting point should be chosen as far as possible on the benchmark parts design or process benchmark, such as hole positioning parts, shall be as the cutting point at the center of the hole.
(2) to choose the convenient location on the knife, the cutting point for observation and detection.
(3) to the cutting point should be selected to facilitate the calculation of coordinates, to establish the absolute coordinate system of CNC punch press, had better choose for cutting point on the origin of the coordinate system, or choose the known coordinates of the point.
(4) on the machining center CNC punch press, must carry on the tool change due to machining process, every change of the selected tool change point location should be in the right position, outside the work to avoid tool change when the cutter and workpiece, fixture and CNC punch press a collision.
Optional for cutting point on the parts (
As design basis on the workpiece or positioning base)
, also can choose on the fixture or CNC punch press (
Fixture or corresponding to the knife device is set on CNC punch press)
。
If the knife point selection on the fixture or CNC punch press, you must contact the workpiece positioning base has a certain size, as shown in figure 2
3, in order to make sure CNC punching machine coordinate system and the relationship between workpiece coordinate system.
The location of the cutters in the numerical control punch press on by & other;
Knife site & throughout;
The location of the.
Different cutter knife site is different.
In figure 2
4, the flat vertical mirror, side mirror knife type cutting tool locus in the center of the bottom surface of the edge of the sword;
Site for drilling bit of the edge of the sword;
Ball head knife knife site for its lens;
Tool and ZhuiDao class cutter knife site for the tip.
The knife, should make & other;
Knife site & throughout;
With & other;
The knife point & throughout;
Overlap.
For not only is the starting point of the program, the cutting point is also the end of the program.
So in mass production, the repetition of the cutting point to consider location accuracy.
Under normal circumstances, the cutting tool in machining after a period of time or every time starting CNC punch press, goes on an tool CNC punch press back the origin or the operation of the reference point, in order to reduce the cumulative error of the cutting point.
For numerical control lathe, key mirror bed, machining centers and other multiple blade processing CNC punch press, because to change in the processing, therefore, should be considered when programming tool change position between the different processes.
To avoid change knife cutting tool and the workpiece and fixture interference occurs when, should be set in the workpiece in cutting point outside the right position, as shown in figure 2
3.
(
2)
Clamping workpiece, CNC punch press machining, should reasonably select locating datum and clamping way, in order to reduce error link.
Choice of positioning way should have high positioning accuracy, no positioning interference phenomenon, facilitate key installation, positioning not seen.
At the same time try to make the parts can be a setup, complete parts to be processed by the processing.
Should try to adopt universal clamp or combination, can design special jig when necessary.
When selecting fixture to consider the characteristics of the numerical control punch press, ensure fixture coordinate direction as opposed to a coordinate direction of CNC punch press trapped, and to coordinate the size of the relationship between artifacts and CNC punching machine coordinate system.
Custom message
Related Products