Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
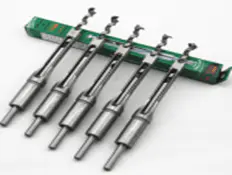
The precision of numerical control woodworking lathe ascension requires three steps?
by:Gewinn
2020-03-28
The precision of numerical control woodworking lathe is one of the most important, usually good accuracy can produce artifacts, so improve the machining precision of numerical control woodworking lathe is one of the essential thing, concrete operation method is what?
The following is introduced in detail.
Numerical control woodworking lathe is set machinery, hydraulic, electrical, as one of the machine tool, including any part of the failure are may lead to reduce the machining accuracy of machine tools, so as to make the product quality decline.
As a person engaged in numerical control processing industry, only know how to use enough, of course, should learn how to maintain, more should know how to improve.
The usual cause of abnormal processing precision machine tool for the following kinds: (1) feed unit is changed or changes;
(2) each axis zero offset anomalies;
(3) axial backlash exception;
(4) the motor running state exception;
(5) mechanical failure, such as screw, bearing, shaft coupling device components.
Then, the methods of improving the precision for lathe processing is what?
A, parts and machine tool adjustment (
1)
First from the aspects of mechanical adjustment to study how to improve the accuracy of the numerical control lathe processing.
Mainly includes the several parts in machine tool adjustment, spindle, lathe bed and gib, etc, so as to make the lathe meet the requirements, improve the accuracy of the numerical control lathe processing, also should time monitoring in the process of work, and to optimize the lathe deficiency of constantly, in order to timely adjust the producing a better product.
This is to improve the numerical control lathe machining accuracy is the most simple and convenient way, the adjustment way don't need good technology, but need check employees from time to time to adjust.
(
2)
For the improvement of the electrical and mechanical alignment.
To improve the machining precision of parts is mainly in reverse bias and positioning accuracy and repeat this a few aspects to improve positioning accuracy.
In reverse bias when we for the deviation is too large to modification by means of mechanical hand first, and then after error within a small to a certain range in professional way for further optimization.
When positioning precision of adjustment through a microscope to continuously optimize error degree.
Optimization of electrical and mechanical alignment way in these aspects, was the highest efficiency of the adjustment method of a kind of way.
Although will be more complicated but the effect is better.
(
3)
Through the aspects of the electrical adjustment.
Adjustment of this aspect mainly includes two aspects, one is the adjustment of parameters of the machine tool, in this way, there are two aspects that affect the machining accuracy is the system gain and localization of dead zone, in the aspect of system gain our attention to the aspects of the lathe by mechanical damping and rotational inertia, these all affect the precision of lathe processing.
As well as to minimize the positioning of the dead zone, it also can improve the accuracy of the lathe operation.
The two are complementary to each other to adjust at the same time.
Another aspect is that can be adjusted through the application of some systems, because now, continuously improve the degree of automation, numerical control lathe is in the process of running automatically to the remote control, so we want to into a series of monitoring program on the remote control, so you don't need too much human intervention, so that we can more effectively regulate and control can be set by program to regulatory and then can improve the accuracy of the lathe processing.
Second, the feed mechanism aspects,
1)
In by the ball screw lead error caused by the numerical control lathe machining accuracy is affected, the major factors that influence in this respect is pulse, so in the manufacturing process of ball screw, try to reduce the error of the pulse effect on the machining accuracy of nc lathe.
(
2)
Gaps in a feed mechanism for CNC lathe machining precision and the effect of this is due to the mechanical transmission part of the problems caused by the impact, which reduces the control precision of lathe processing.
Section is a key component of gears, shafts, ball screw, and is composed of supporting shaft.
Problems between these components will affect the numerical control woodworking lathe machining precision, so we should improve the connectivity between their structure.
Between them will affect the precision of lathe machining precision, thus reducing the gaps between the various structure, strengthen the tightness between the various structure will improve CNC lathe machining accuracy.
Three, the influence of the error in the programming of numerical control lathe and the difference between ordinary lathe is the precision of parts is different, but because of the errors that occur during the process of compiling can be minimized, this requests us to reduce the error from several aspects, so as to improve the accuracy of the numerical control lathe processing.
(
1)
Due to the influence of interpolation error on precision lathe.
So try to adopt a certain way to reduce programming problems, using absolute programming, and can eliminate the error is to use insert will quality reference point for programming in the program.
(
2)
The influence of approximation error for the final accuracy.
Because in the process of using approximate conditions so that error will occur.
So try to grasp the profile equation to programming can largely reduce the error, so that you can eliminate the influence on the precision of the numerical control lathe processing.
(
3)
Due to the influence of roundness error in the programming process reduces the machining precision of numerical control lathe, so we should choose when processing the pulse equivalent to the linear displacement of the minimum value for reference.
So at the time of programming to work in strict accordance with the drawings of the above specifications as a benchmark.
Custom message
Related Products