Indonesia
Indonesia Deutsch
Deutsch
Shipment of CNC Machines
Products
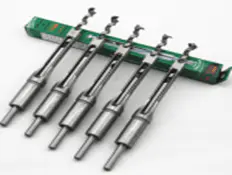
The use of nc punch die maintenance
by:Gewinn
2020-03-30
Mould should be regular cleaning and oil.
Different thickness under different material should choose different die clearance, clearance is too small easy to chew, too big burr.
Plank should choose different material mould, different material such as stainless steel and aluminum copper plate, special steel should be chosen.
Regularly check the punch and mold base coaxial, mould is not straight, unilateral chew mode or destroyed mould easily.
Molding blow head should be upward from the lowest line by Ken tweaks to the appropriate location, otherwise, cause easily once break the mold.
When the blade wear found lower die of R0.
25 mm round 0.
013 mm, grinding amount will cause the mould surface overheating, equivalent to annealing treatment, mould become soft, reduce the life span of the mould, sharpening must increase enough coolant.
After the grinding, edge sharpening stone processing, remove overly sharp line in the school, and demagnetization and oiling.
When into the mould depth is not enough, will blow head height is adjusted for required size.
Mold grinding quantity is certain, if to the values, the punch will be scrapped.
If continue to use, easy to mold and machine damage do more harm than good.
Replacing die and blade die, should pay attention to safety, before and after the boot device in case the equipment, mould, personal damage.
Details on the WWW.
gmrcsk。
Com, we wholeheartedly for your service.
Custom message
Related Products